Home > Technical Infomation
Cutting Fluid Temperature and Chip Formation

Chip evacuation is much more essential for successful deep hole drilling than for general metal working. It is very important to keep cutting fluid temperature constant using a chiller during the drilling operation so that stable chip formation can be maintained which contributes to good chip evacuation.
Drill Head Damage

When drill head damage occurs, chipbreaking becomes insufficient and cutting noise and cutting resistance can increase. If a heavily damaged tool keeps running, tool breakage will occur. It is important to replace drill, insert or change insert corner as soon as required.
By correctly evaluating the drill head condition and cause of any damage, stable deep hole drilling can be achieved.
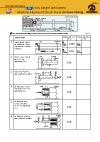
BTA Drill Head

Below please find the breakdown and function of tool parts and dimensions. This information will assist in the correct selection and use of the tool.
Machine Alignment Check Sheet [STS / Workpiece-Rotating]
For a precise deep hole drilling machine set up be sure to check and ensure these points.
Cutting Fluid Management

Successful deep hole drilling can be achieved not only by tooling but also by an optimized combination of the tool, the machine and the cutting fluid. The cutting fluid is one of the essential components to obtain safe, stable and cost efficient deep hole drilling. Therefore it is very important to choose and use the cutting fluid correctly.
Guide Bush

Many of the problems in BTA drilling are caused by incorrect use of the guide bush. The shape, type and tolerance greatly affect cuttng accuracy and tool life.
NC Cycle

Use the NC cycle as instructed below in order to optimize the tool performance more safely.
Cartridge style Drill Head diameter setting instruction

The Drill Head diameter is set and inspected with a master insert in our final inspection before the shipment. However, the inserts in the market have a tolerance fluctuation so each time you change or index the insert, the diameter must be adjusted as per the following method.